Key Takeaways
- Choose blade material based on metal hardness: bi-metal for steel and stainless, carbon steel for softer metals
- Match TPI to material thickness: 14–18 TPI for thick or soft metals, 24–32 TPI for thin stock and hard metals
- Tooth pattern matters: regular set works for soft metals, raker for thick steel, wavy for thin tubing
- In tight spaces or curved cuts where flat blades won't fit, Spyral wire saw blades cut 360° in any direction
Understanding Hacksaw Blade Basics for Metal Cutting
Blade Hardening Methods
Metal hacksaw blades use two primary hardening approaches. All-hardened blades are tempered throughout their entire width, creating a rigid, straight cutting edge ideal for precision work—but they're brittle and can shatter if twisted or bent. Flexible blades feature hardened teeth bonded to a flexible backing that resists breakage under stress. For high-tension frames (which can apply 28,000 to 50,000 PSI of tension), flexible bi-metal construction is essential to prevent dangerous blade shattering.
TPI: The Critical Specification
TPI (teeth per inch) determines how effectively a blade cuts different material thicknesses. The fundamental rule: thicker or softer materials need fewer teeth for chip clearance, while thinner or harder materials need more teeth to prevent snagging.
| TPI | Material Thickness | Best For |
|---|---|---|
| 14 TPI | 13mm (1/2") and above | Thick bars, large steel and aluminum sections |
| 18 TPI | 6mm to 10mm (1/4" to 3/8") | General purpose, solid stock, thick-walled pipe |
| 24 TPI | 3mm to 6mm (1/8" to 1/4") | Standard tubing, medium metal, angle iron |
| 32 TPI | Under 3mm (1/8" and below) | Thin-walled tubing, sheet metal, copper tubing |
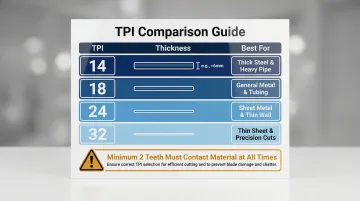
The "minimum two teeth in contact" rule is absolute: at any moment during the cut, at least two teeth must engage the material. Using 14 TPI on 1/8-inch sheet metal violates this rule—teeth will snag and strip immediately.
Blade Length and Frame Compatibility
Standard hacksaw blades come in three lengths:
- 8-inch: Tight spaces and precision work
- 10-inch: General use
- 12-inch: Larger stock and professional applications
Always match blade length to your frame size. Adjustable frames accept multiple lengths, but fixed professional frames typically require 12-inch blades.
Bi-Metal Construction Explained
Bi-metal blades combine high-speed steel (HSS) teeth—hardened to 64–67 HRC—with a flexible alloy steel backing, bonded via electron-beam welding. HSS teeth resist wear on tough metals; the flexible backing absorbs frame tension without snapping. For cutting steel, stainless, or hardened alloys, bi-metal blades outlast single-material designs in both durability and safety.
Reading Blade Markings
Once you understand TPI and construction type, blade markings tell you everything else at a glance — no guesswork at the hardware shelf. Each blade stamps:
- TPI count, confirming which material thicknesses the blade handles
- Directional arrows indicating which way teeth face (always forward, into the cut)
- Part numbers linking back to manufacturer specs for reordering or cross-referencing
Types of Hacksaw Blades for Cutting Metal
Tooth Pattern Types
Tooth set—the side-to-side offset of teeth—creates kerf width and prevents binding.
Regular (Alternate) Set: Teeth alternate left-right in sequence. This pattern suits soft metals like aluminum, brass, and copper. It's the default blade included with most hacksaws, offering quick material removal when finish quality isn't critical.
Raker Set: Teeth group in threes—left, right, straight (the "raker"). This pattern excels at clearing chips in deep cuts through thick iron, pipe, and structural steel. It requires more effort but handles dense material effectively.
Wavy Set: Groups of teeth undulate in a controlled wave pattern with varying set amounts. Designed specifically for thin-walled tubing and sheet metal, this pattern eliminates tooth stripping on interrupted cuts and produces smoother kerfs.
Blade Material Comparison
| Blade Type | Best For | Limitation | Use Case |
|---|---|---|---|
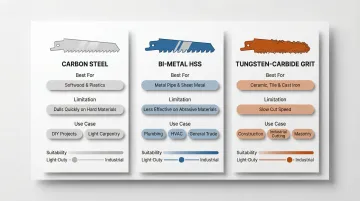
| Carbon Steel | Mild steel, brass, aluminum, plastics | Low heat tolerance; dulls on hard alloys | Light-duty and DIY tasks |
| Bi-Metal HSS | Stainless steel, hard alloys | Higher cost than carbon steel | General steel cutting, industrial use |
| Tungsten-Carbide Grit | Ceramics, fiberglass, cast iron, case-hardened steel | Not suited for standard metal cutting | Specialty materials only |
Wire Saw Blades: A Different Geometry
Wire saw blades represent a distinct approach to cutting. The Spyral wire saw blade (manufactured exclusively by Bestway Products Company since 1946) features a 360° round tooth design spiraling around a single hardened steel wire. This geometry enables cuts that flat hacksaw blades physically cannot make.
Key differentiators include:
- Cuts in any orientation without repositioning the workpiece
- Reaches confined spaces where a standard frame won't fit
- Handles curves, notches, and V-cuts that flat blades can't follow
- Blade ends twist off for use as a hole saw (0.040" and 0.050" models)
- Round geometry doesn't readily cut skin, making handling safer
Spyral blades have been used in aerospace manufacturing for over 30 years, including trimming titanium and stainless steel sheet. The U.S. military has purchased over 100,000 units for survival kits. Beyond metals, the blade cuts plastics, ceramics, rubber, and bone—making it useful across industrial, defense, and medical applications.
How to Choose the Right Hacksaw Blade: Key Factors
Match Material to Blade Type
Start by identifying your metal:
- Aluminum, brass, copper: Softer metals—use 14–18 TPI with regular set and either carbon steel or bi-metal
- Stainless steel, hardened steel: Harder metals—use 24–32 TPI bi-metal with HSS teeth
- Thin sheet metal, tubing: Use 24–32 TPI with wavy set to prevent snagging
The two most common and costly mistakes: using coarse blades on thin material (violates the two-teeth rule) and using fine blades on thick stock (clogs with chips and overheats).
Apply the Two-Teeth Rule
At every moment during the cut, at least two teeth must contact the material. For round stock like bolts or thin-walled tubing, calculate the contact point: a 1/8-inch workpiece requires 16 TPI minimum (providing exactly two teeth in contact), while 32 TPI provides four teeth in contact—a safer margin for thin materials.
Consider Frame Type
Standard-tension frames (12,000–15,000 PSI) work with carbon steel or bi-metal blades. High-tension frames (28,000–50,000 PSI) require bi-metal blades exclusively. Using an all-hardened carbon steel blade in a high-tension frame creates a serious safety hazard—the blade can shatter catastrophically if the workpiece shifts.
Evaluate Cut Geometry
The geometry of the cut shapes blade selection just as much as material type:
- Straightforward cross-cuts on flat stock: Any appropriate standard blade works
- Confined spaces, curved cuts, or notches: A wire saw blade — no frame clearance needed
- Awkward angles or multi-directional cuts: A wire saw blade's 360° tooth engagement handles what flat blades can't
In tight or irregular geometries, blade format matters more than TPI.
Pro Tips for Using a Hacksaw Blade on Metal
Cutting Technique
Hacksaws cut on the forward stroke only, like a file. Apply firm downward pressure going forward, then lift slightly on the return stroke. Use the full blade length with long, even strokes. Maintain 40–50 forward strokes per minute—any faster generates excessive heat that destroys blade temper.
Lubrication Matters
Apply a light coat of cutting oil or machine oil to both the blade and work surface before starting. Proper lubrication makes a measurable difference:
- Reduces heat buildup that can reach 1,300°F at tooth tips
- Prevents metal particles from packing and clogging teeth
- Extends blade life by over 25% on thick cuts
- Keeps cuts cleaner on material destined for welding or painting (remove residue with solvent before joining)
Start Cuts Properly
A controlled start prevents the blade from walking off the cut line:
- On square stock, angle the blade slightly for the first few strokes to set the kerf, then transition to horizontal strokes
- On round or galvanized pipe, score a starting notch with a cold chisel before the first hacksaw stroke
Conclusion
Choosing the right hacksaw blade comes down to three decisions: match blade material to metal hardness (bi-metal for steel, carbon steel for softer metals), match TPI to material thickness (lower for thick/soft, higher for thin/hard), and choose tooth pattern based on whether you're cutting thick bar stock, thin tubing, or sheet metal.
For most standard metal-cutting tasks, a small selection of quality bi-metal blades in 18, 24, and 32 TPI will handle most cuts. When the challenge shifts to cut geometry—tight spaces, curved cuts, or multi-directional access—conventional flat blades hit a hard limit: their shape simply doesn't allow the blade to reach or rotate where you need it.
Spyral wire saw blades have served aerospace engineers, military personnel, and metalworkers in these situations for over 50 years — chosen specifically because the round, 360° cutting surface goes where flat blades can't. When a standard hacksaw blade can't reach the cut, explore the Spyral blade at spyralsaw.com.
Frequently Asked Questions
What TPI hacksaw blade is best for cutting steel?
Bi-metal blades with 18 TPI suit thick steel bar and pipe, 24 TPI works for medium steel plate, and 32 TPI is best for thin-walled steel tubing. Always ensure at least two teeth contact the material simultaneously to prevent tooth strippage.
What is the difference between bi-metal and carbon steel hacksaw blades?
Bi-metal blades feature HSS teeth (64–67 HRC) electron-beam-welded to a flexible steel backing — durable and built for hard metals. Carbon steel blades cost less but wear faster and perform better on softer materials like wood or plastic.
Can a regular hacksaw blade cut hardened steel?
Standard carbon steel blades cannot cut hardened steel effectively. You need a bi-metal blade with HSS teeth hardened to 65–67 HRC. For case-hardened steels or extremely hard alloys exceeding this hardness, a tungsten-carbide grit blade is the right tool.
How do I know when to replace my hacksaw blade?
Replace the blade when it drifts off the cut line, requires noticeably more pressure than usual, or gets pinched in the material. These symptoms indicate dull teeth have narrowed the kerf. Hacksaw blades cannot be resharpened, so plan to replace them as a routine consumable.
Why does my hacksaw blade keep breaking?
Common causes include:
- Excessive cutting pressure during the stroke
- Incorrect blade tension (too tight or too loose)
- Twisting the frame mid-cut
- Using a carbon steel blade in a high-tension frame
- TPI too coarse for the material thickness (violates the two-teeth rule)
What is a wire saw blade and when should I use one instead of a flat hacksaw blade?
A wire saw blade like the Spyral features a round, 360° tooth design that cuts in any direction. Use it when a flat blade physically cannot reach the cut location, when you need curved or contoured cuts, or when working in confined spaces where frame clearance is impossible.